












 2025-04-30
2025-04-30
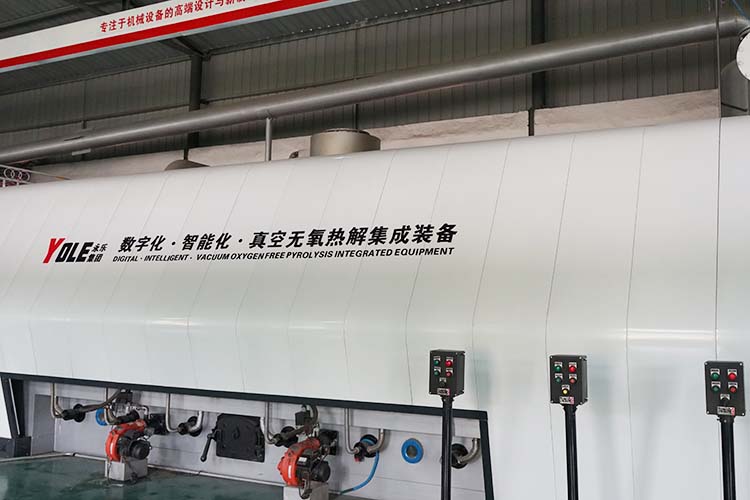
In the field of household waste management, a novel process system centered around oxygen-free pyrolysis is providing a new solution for waste resource utilization. The waste processing equipment precisely controls the reaction environment, conducting low-temperature decomposition of waste within a sealed, oxygen-isolated chamber. This approach not only prevents the harmful gases traditionally produced by incineration but also effectively preserves the energy value during material transformation. The entire system consists of four main modules: pretreatment and sorting, thermal conversion, product collection, and energy recycling, forming a closed-loop chain from waste input to resource output.
The pretreatment stage employs multi-stage screening and crushing techniques to classify mixed waste, removing non-decomposable materials while accurately separating organic matter and combustible components. The processed materials then enter the pyrolysis reactor, where they undergo drying, pyrolysis, and recombination at specific temperature ranges. Unlike direct combustion, this gradient heating process gradually breaks down high-polymer substances into smaller molecules, ultimately producing three stable products: black or dark gray solid carbon residue, viscous pyrolysis oil, and gaseous methane mixtures. The entire reaction process is maintained in energy balance through heat recovery systems, significantly reducing additional energy consumption.

A key advantage of this waste processing equipment is the high-value utilization pathways of its products. The solid carbon residue, after magnetic separation to extract metals, features a porous, loose structure that makes it suitable for applications in building materials, roadbed filling, and other fields; the pyrolysis oil, after simple filtration, can be used as fuel for industrial boilers; and the gaseous products, after desulfurization and dechlorination, reach methane concentrations acceptable for combustion, which are then transported via dedicated pipelines back to the pyrolysis heat supply system, forming an internal energy cycle. This dual material and energy recycling design markedly reduces external energy requirements, enhancing the system’s self-sustaining capacity.
The process design fully considers the complexity of urban and rural waste. By adjusting pyrolysis temperature and residence time, it can handle municipal sludge with high moisture content, forestry and agricultural straw rich in fibers, and high-oil kitchen waste. For special components like chlorinated plastics, the system’s tail gas treatment unit effectively adsorbs and decomposes dioxins, ensuring emissions meet environmental standards. Throughout the process, materials are maintained under negative pressure, effectively preventing odor dispersion—a crucial feature for waste stations near residential areas.

In terms of volume reduction, the equipment reconstructs waste materials to significantly decrease their volume. Under the same processing scale, the required site area is smaller than traditional landfills. The processed residuals are chemically stable, with no risk of leachate leakage, thereby alleviating long-term environmental burdens. Operational data show that the system exhibits strong adaptability to mixed waste, maintaining stable processing efficiency during continuous operation—an especially important factor considering the fluctuating waste generation typical of urban and rural areas.
From a technological perspective, this pyrolysis equipment shifts the focus of waste treatment from simple volume reduction to deep material resource development. By transforming waste into specifically targeted industrial raw materials, it reduces environmental impacts while opening new avenues for economic value. For regions seeking both ecological benefits and operational sustainability, this pollution-controlling, economically feasible waste treatment method is becoming a practical solution to the challenges of waste management.
Yongle Environmental Protection is mainly engaged in the research and development, production and sales of complete sets of technical equipment for organic solid waste disposal and comprehensive utilization. Production and manufacturing, domestic waste treatment equipment, tire pyrolysis equipment, medical waste disposal equipment, hazardous waste disposal equipment, and achieve efficient and comprehensive utilization of resources through independently developed low-temperature anaerobic pyrolysis equipment technology solutions.
Tags:Application of anaerobic pyrolysis technology for domestic waste treatment equipment,household waste treatment equipment,YONGLE GROUP
 Latest news
Latest news







